Application of Digital Twin in Industrial Manufacturing
Adoption of Digital Twin in Industrial Manufacturing
While the concept of digital twin came into existence in the early 21st century, the technology is expected to reach its tipping point in the next 3–5 years, considering its widespread adoption across the industrial manufacturing domain.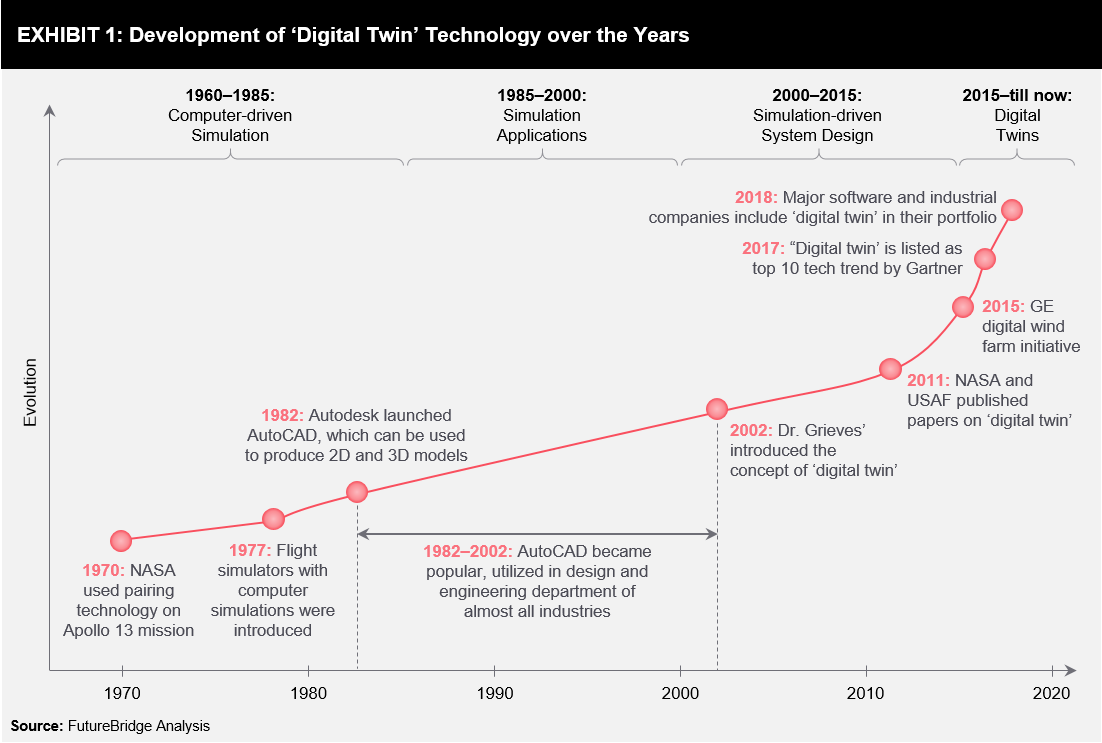
A digital twin is an executable virtual model of physical equipment, which can be continuously updated across the entire lifecycle of the equipment. When the term was first introduced in 2002, the technology was not accepted instantly across the industrial manufacturing domain, due to the inability of the sector to capture, handle, and utilize large datasets.
The successful adoption of digital twin requires the support of key enabling IoT technologies that include reliable sensors, high-speed networks, low-cost data storage, and Big Data analytics. In addition, key technologies related to Industrial 4.0 that includes PLM, CAD, and VR/AR are required for the successful integration of the digital twin.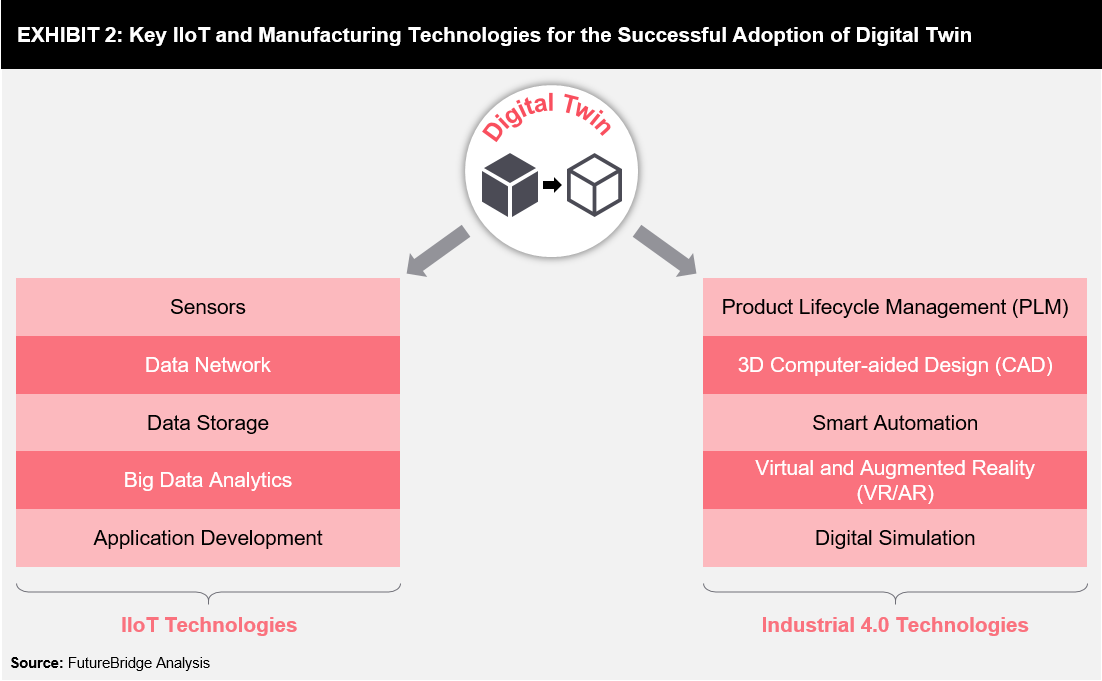
- Collection of data is getting cheaper: IoT sensors are getting cheaper, thereby reducing the data collection cost significantly.
- Advancements in data analytics: Progress in Big Data and machine learning is making analysis and forecasting of data easier and more reliable.
- HMI is becoming more user-friendly: Evolution of chatbots, virtual assistants, speech recognition, and virtual & augmented reality is making it easier for factory employees to work with digital twins.
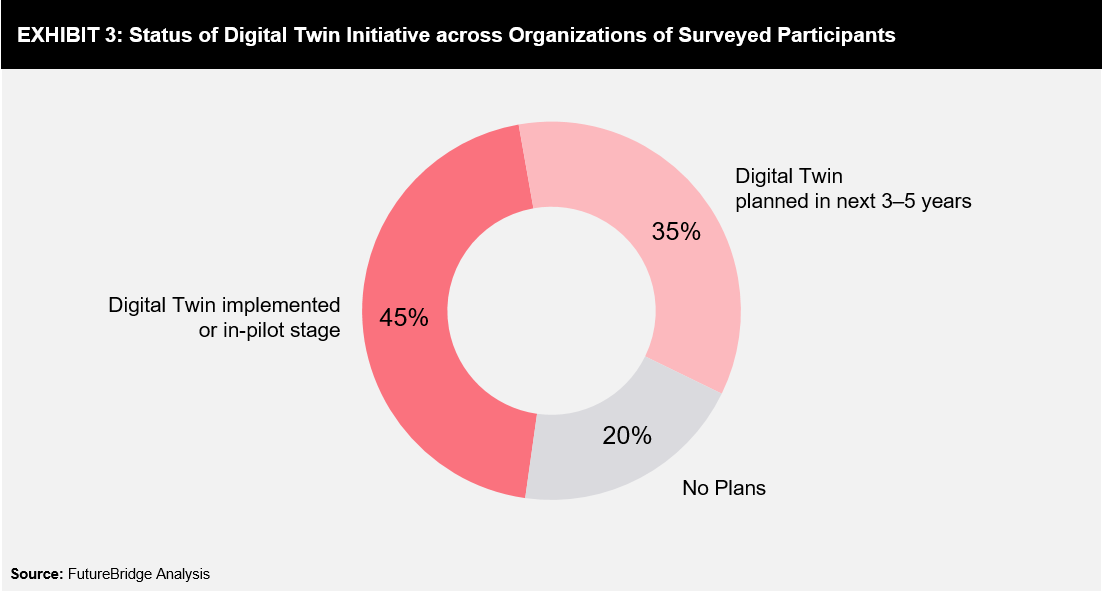
According to the survey, most of the companies, who have implemented digital twin, deployed the technology in only one or two manufacturing sites. In those sites, a median of 5–6 people utilized the digital twin software. The allotment of adequate budget remains a key challenge, restraining companies to deploy digital twin across all of their manufacturing facilities. Only 20% of the companies surveyed agreed to have a budget greater than US$ 1 million. However, this is expected to change in the next 3–5 years.
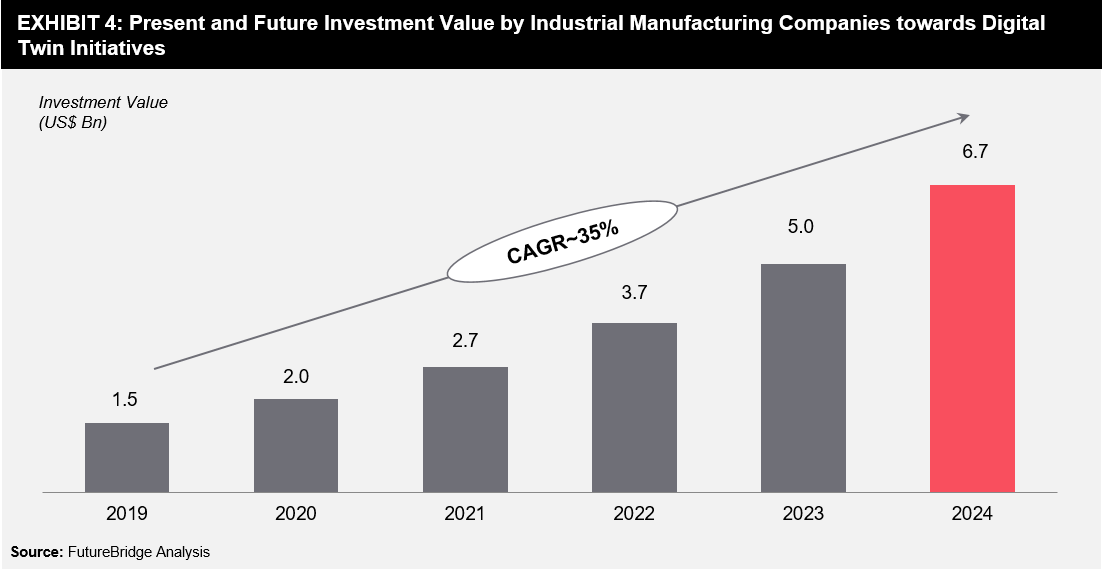 According to FutureBridge, the global investment by industrial manufacturing companies towards digital twin is expected to reach US$ 6.7 billion by 2024, registering a CAGR of 35% from 2019 to 2024. In the last three years, various enterprise technology vendors, including IBM, Oracle, and SAP, have introduced digital twins in their product offerings. Several IoT engineering simulation software providers, including Siemens, PTC, Dassault Systemes, and GE, have made acquisitions to develop a strong digital twin capability.
According to FutureBridge, the global investment by industrial manufacturing companies towards digital twin is expected to reach US$ 6.7 billion by 2024, registering a CAGR of 35% from 2019 to 2024. In the last three years, various enterprise technology vendors, including IBM, Oracle, and SAP, have introduced digital twins in their product offerings. Several IoT engineering simulation software providers, including Siemens, PTC, Dassault Systemes, and GE, have made acquisitions to develop a strong digital twin capability.
Applications of Digital Twin in Industrial Manufacturing
Digital twin can assist industrial manufacturers in reducing costs, improving customer service, and identifying new revenue-generating opportunities. It is used by manufacturers to add value across all processes of an equipment lifecycle (refer Exhibit 5):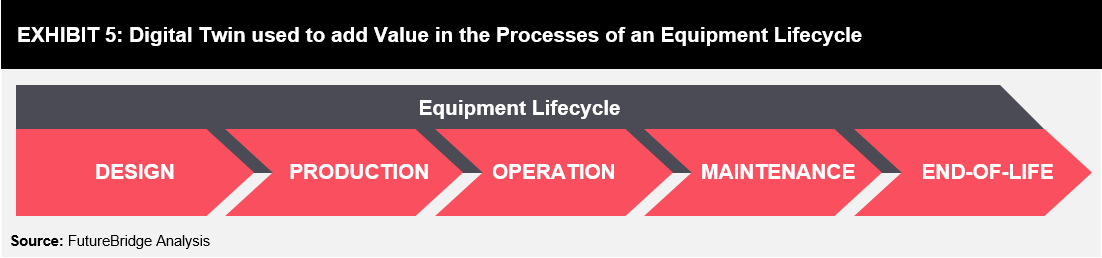 Design: Design engineers can use digital twin in the following ways:
Design: Design engineers can use digital twin in the following ways:
- To prototype new ideas and stimulate a variety of what-if scenarios using virtual tests that can include system interactions, product testing, and customer experience
- To use virtual tests for detecting interference among various components of the equipment, assessing ergonomics, and predicting equipment behavior under a variety of environments and situations
- To reduce development costs and improve the reliability of the final product; data from digital twins of previous equipment can also be utilized to improve the requirements and specification of future versions
- To ease collaboration among different teams in the manufacturing floor
- To utilize digital twin solutions to clarify specifications of the equipment with various component suppliers, so that the final design can be optimized for manufacturing
- To test and optimize the production line with respect to its layout, material flows, and processes, before it can finally be installed in the manufacturing facility
- To utilize technology for quality assurance, validating if the correct design iteration is used across the production line, by comparing the finished equipment with its digital twin model
- After the equipment is delivered to the client location, the technology can be used to set up the equipment remotely, reducing service costs for customers
- After the equipment setup, the technology can be used by the manufacturer to accumulate data related to its performance and operating conditions. The data acquired can be used to generate insights related to the usage trends of the equipment
- The technology can also be used to transfer various over-the-air updates for the equipment to optimize performance based on the usage trends. Manufacturers can also introduce new business models, in which the data obtained through the digital twin can be provided to end users of the equipment for effective utilization
- By tracking information related to the operation of the equipment, thereby enabling the manufacturer to predict upcoming failure in components as well as scheduling a maintenance check prior to the breakdown
- By making remote preventive adjustments to the equipment, without going to field in order to fix the equipment physically; this can help technicians diagnose the condition of the equipment and find the root cause of failure through digital twin
- By pre-diagnosing the condition of the equipment through the digital twin, which enable technicians to order spare parts, prior to visiting the site to perform repairs
- Focus on themes across various departments (design, production, and after-sales) to ponder what attributes should be twinned, so that it can be utilized across all processes, resulting in greater ROI.
- Focus on partnering with various solution providers to develop a digital twin initiative. The type of providers who can be partnered with are:
- Enterprise technology companies (such as SAP, IBM, and Microsoft)
- ‘Automation system’ and ‘industrial equipment’ providers (such as Siemens, Honeywell, and GE, who offer digital twin solutions)
- Product lifecycle management companies (PTC and Dassault Systems)